Sign up Newsletter
Learn more about Texas Mineral Resources by signing up for our Company Press Releases and Updates.
2020
USA Rare Earth Successfully Completes Phase I Rare Earth Separation and Processing Test Work
Results Provide Baseline for the Pilot Plant Operation at USA Rare Earth’s Facility in Wheat Ridge, Colorado
Key Step Towards an Independent 100%-US Mine-to-Magnet Rare Earth Supply Chain
New York, NY – (GLOBE NEWSWIRE) – via NEWMEDIAWIRE – May 26, 2020 – USA Rare Earth, LLC, the funding and development partner of the Round Top Heavy Rare Earth and Critical Minerals Project in West Texas, together with Texas Mineral Resources Corp. (OTCQB: TMRC), is pleased to announce that it has successfully completed its Phase I bench scale testing at Inventure Renewables, Inc.’s laboratory in Tuscaloosa, Alabama. This phase of work utilized feed solutions produced from pilot heap leach columns processing ore from Round Top.
This important milestone demonstrates the ability to load and concentrate rare earths (REE’s) in the presence of high concentrations of non-REEs, including other critical minerals such as lithium. REE concentrations were increased more than six-fold with a commensurate reduction in impurities. Weak acid rinsing demonstrated enhanced separation of REE’s from non-REE’s.
“This is an important step towards USA Rare Earth’s objective to build the first rare earth and critical minerals processing facility outside China and to bring the Round Top project into full commercial production,” said Pini Althaus, CEO of USA Rare Earth. “Our Colorado pilot plant will have the ability to produce the full range of high purity, separated rare earths as well as other critical minerals such as lithium.
“I especially want to commend our team for maintaining such an aggressive development timetable, even as we all cope with the COVID pandemic,” Mr. Althaus continued.
These results provide the baseline for initiating the Pilot Plant operation at USA Rare Earth’s rare earth and critical minerals processing facility in Wheat Ridge, Colorado. The first of three Continuous Ion Exchange (CIX) Pilot Plant units was delivered in early March and is planned to be commissioned in early June as Covid-19 related travel restrictions are relaxed. The 30-column units readily enable rinsing, washing and solution recycling in a fully automated process which greatly simplifies the optimization of the process now that the base case parameters have been established in the laboratory.
Richard Shaw, principal of Fenix NZ stated, “The success of this first phase of work, concentrating the rare earths and obtaining a clean separation from other minerals, is an important validation of our processing, using CIX. The Ion Exchange process is widely used in other industries and has been used in China and elsewhere to achieve high purity separation of rare earths. In the coming months, we expect to achieve the goal of separated, high purity rare earth compounds and other targeted metals such as lithium as we scale up towards a commercial pilot plant.”
USA Rare Earth has a three-pronged mine-to-magnet strategy to establish a resilient, 100%-domestic supply chain for rare earth magnets, which are essential for modern manufacturing ranging from defense applications, wind turbines, electric vehicles, smart phones, and in many medical devices.
Restoring a 100% U.S.-Based Rare Earth Supply Chain
“Our pilot plant is the second link in a 100% U.S.-based rare earth oxide supply chain, drawing on feedstock from our Round Top deposit. Together with our recently acquired rare earth magnet platform, Round Top and our pilot plant constitute essential links in restoring a mine-to-magnet domestic U.S. rare earth supply chain without the material ever leaving the United States, thereby alleviating the current dependence on China for the both raw materials and mineral processing. Aside from Round Top’s potential to supply a significant amount of material for U.S. defense as well as commercial applications, we believe our initiative will reinvigorate advanced technology manufacturing in the U.S. for companies currently dependent on foreign sources for supply,” Mr. Althaus continued.
Wheat Ridge, CO Facility & First of Three CIX Pilot Plant Units

Under Defense Logistics Agency (DLA) and Department of Energy (DoE) grants, the CIX/CIC process successfully produced high-purity (99.99% or 99.999%) rare earth compounds from material from Round Top and other sources. The pilot plant work currently underway builds on that expertise and includes the Phase 1 initial process preparation to separate REEs from other minerals, including targeted metals such as lithium.
The CIX/CIC units at the Wheat Ridge pilot facility are capable of processing several thousand liters of leach solution per day. The CIX process concentrates large volumes of leach solution to smaller volumes of higher-grade solution. Continuing leach optimization studies have identified improvements through the controlled addition of acid to maximize REE’s in solution while minimizing and separating other elements.
The next phase of USA Rare Earth’s pilot work will focus on group separation into heavy (dysprosium, terbium), middle, and light REE’s (neodymium, praseodymium). The third and final phase of the pilot work will be the further separation of high purity individual REE compounds.
Process work to recover the non-REEs that have been separated from the REEs in the Phase 1 work will continue in parallel. Completion of this work – which will focus on lithium, uranium, beryllium, gallium, zirconium, hafnium and aluminum, all of which are on the U.S. Government Critical Minerals List -- will support a Preliminary Feasibility Study, including non-REE processing that is expected to support upgrading the measured and indicated resources to proven and probable reserves, with no in-fill drilling required.
USA Rare Earth Processing Technical Team
Mike Vaisey, Chief Technical Advisor, is an experienced mining and chemical industry executive and Chemical Engineer, with 30 years’ operating and project development experience across mining and refining operations, project development, operational leadership, research and technology. He has occupied numerous positions with Lynas Corporation, including Chief Technology Officer, leading the technical development of the Mt Weld Rare Earths Project that reached full production rates in March 2017.
Richard Shaw has a proven track record in the development and commercial implementation of ion exchange processes, which are now well established and utilized in more than 50 countries in many different applications. Richard has worked extensively in the pharmaceutical, nuclear, chemical and metals processing industries and brings an unparalleled diversity of experience to the team. Among many assignments for major companies such BHP, Anglo American, Barrick Gold, Newmont/Goldcorp and Freeport-McMoRan.
Inventure Renewables’ primary business is helping agri-business, oleo-chemical and biofuel companies find ways to turn waste products and by-products into value-added materials to increase overall profitability. It has extensive experience in commercial CIX applications separating low concentrations of metals and minerals from plant and waste solutions.
Resource Development, Inc (RDi) is widely acknowledged as a leader in mining process technology. It’s state-of-the-art laboratory, located near USA Rare Earth’s Wheat Ridge, Colorado facility, includes flotation, column leaching, hydro- and pyro-metallurgical, magnetic/electrostatic separation, pressure oxidation, and solid/liquid separation equipment to support flow sheet optimization.
Summary of Successful Phase I Test Work
USA Rare Earth contracted Inventure Renewables, Inc. to develop continuous ion exchange/chromatography (CIX/CIC) processes for the separation and purification of rare earth elements (REEs) from non-rare earth elements (non-REEs). The development of these processes utilizes pregnant leach solution (PLS) that is
generated by Resource Development Inc (RDi) using ore from the Round Top deposit that has been leached using sulfuric acid in columns, simulating heap leach conditions.
Inventure conducted a series of laboratory scale tests across a range of acidities to look at the optimal loading and separation of REE’s from non-REE’s. As expected, higher pH’s resulted in a higher overall mass loading (including non REEs) while lower pH’s improved selectivity for REEs, with pH 1.0 an optimal compromise between mass loading onto the resin and the selectivity of the REEs over the non-REEs. However, the near-optimal operating range is broad, demonstrating the robustness of the process.
40 column bed volumes (BV’s) of the PLS were passed through the resin bed in the column before rinsing and eluting with sulfuric acid. The results of which were plotted below and “normalized”, enabling the data to be plotted on the same scale, so that the relative impact of the REE’s and non-REE’s can be directly compared. In Figure 1, a C/C0 value of 1.0 represents the initial concentration in the PLS and the graph shows the elution
was significantly completed after 3 bed volumes with a 6.3-fold increase in REE concentration compared to the PLS feed.
Figure 1: Loading and Elution of PLS at pH 1.0
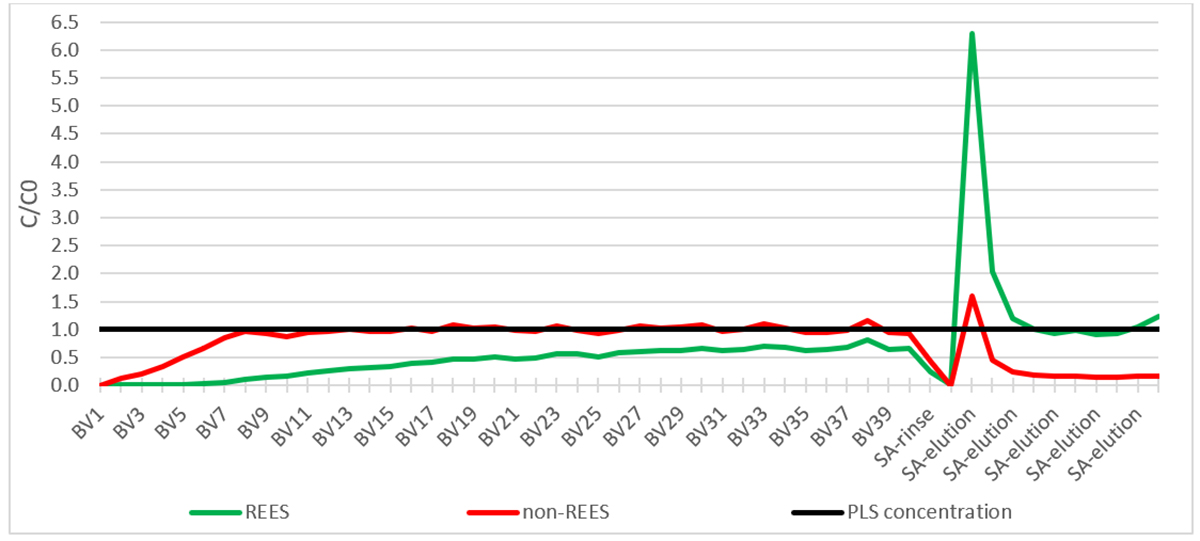
This increased concentration is expected to further improve with leach optimization, maximizing loading of the resin by increasing beyond 40 bed volumes of leach solution, and recirculating portions of the REE-rich eluate to crowd off non-REEs in the multi-column pilot plant. As previous laboratory wok demonstrated that effective separation and purification of the REE’s could be achieved directly from the PLS, these upgraded solutions should provide an excellent starting point for the chromatographic separation of specific REE’s.
About USA Rare Earth, LLC
USA Rare Earth, LLC has an option to earn up to an 80% interest in, and is the operator of, the Round Top Heavy Rare Earth and Critical Minerals Project located in Hudspeth County, West Texas from Texas Mineral Resources Corp. (TMRC: OTCQB). Round Top hosts a wide range of critical heavy rare earth elements, high-tech metals, including lithium, uranium and beryllium, and, based on the Preliminary Economic Assessment (dated August 16, 2019) projects a pre tax net present value using a 10% discount rate of $1.56 billion based on a 20-year mine plan that is only 13% of the identified measured, indicated and inferred resources. The PEA estimates an internal rate of return of 70% and average annual net revenues of $395 million a year after average royalties of $26 million a year payable to the State of Texas. Based on the cost estimates set forth in the PEA, Round Top would be one of the lowest-cost rare earth producers, and one of the lowest cost lithium producers in the world. The Round Top Deposit hosts 16 of the 17 rare earth elements, plus other high-value tech minerals (including lithium) and is well located to serve the US internal demand. In excess of 60% of materials at Round Top will be used directly in green or renewable energy technologies. Round Top contains 13 of the 35 minerals deemed “critical” by the Department of the Interior and contains critical elements required by the United States, both for national defense and industry. For more information about USA Rare Earth, visit www.usarareearth.com.
About Texas Mineral Resources Corp.
Texas Mineral Resources Corp.'s focus is to develop and commercialize its Round Top heavy rare earth technology metals and industrial minerals project located in Hudspeth County, Texas, 85 miles southeast of El Paso. Additionally, the Company plans on developing alternative sources of strategic minerals
through the processing of coal waste and other related materials. The Company’s common stock trades on the OTCQB U.S. tier under the symbol “TMRC.”
| Company Contact: | Company Contact: |
| USA Rare Earth LLC. | Texas Mineral Resources Corp |
| Pini Althaus, Chief Executive Officer | Anthony Marchese, Chairman |
| Email: pini@usarareearth.com | Email: amarchese@tmrcorp.com |
| Twitter: @USARareEarth | Twitter: @TexasMineralRes |